

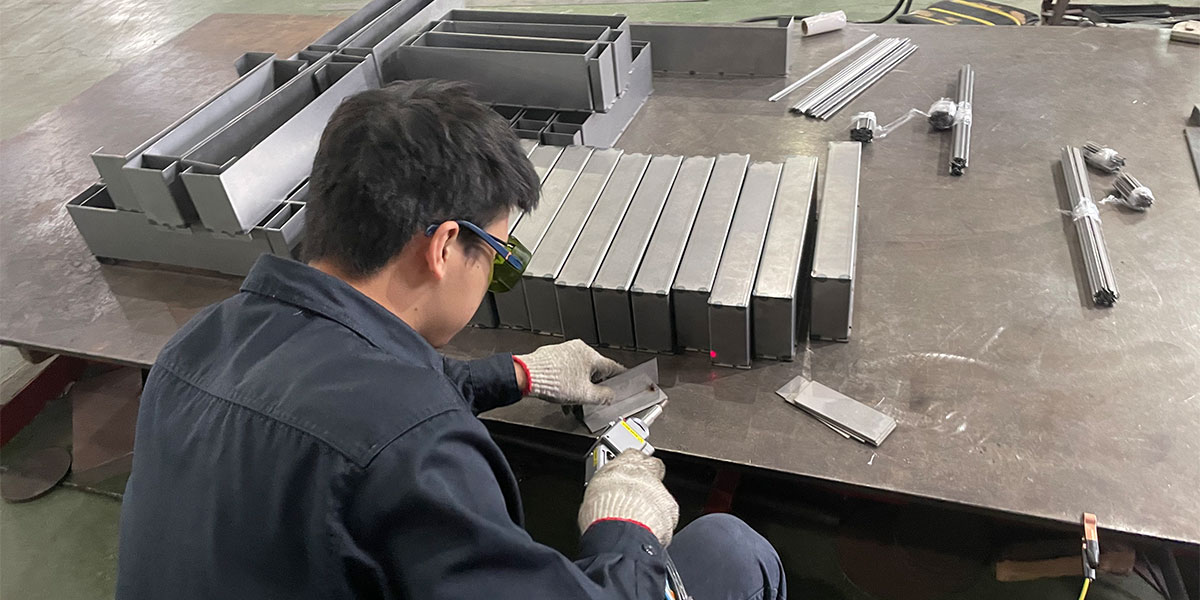
光纤雷射手持式焊接机
镭射,全称为受激辐射光放大,英文全称为: Light Amplification by Stimulate Emission of Radiation;
简称为:Laser,它是一种新光源,其所具有的相干性、单色性、方向性与高输出功率等特点,是其它光源所无法比拟的。
将镭射聚焦到一点,焦平面上的功率密度可达到 105-1013w/cm2。
镭射焊接就是利用雷射光束优良的方向性和高功率密度等特点来进行工作的。
通过光学系统将雷射光束聚集在很小的区域,在极短的时间内,使被焊处形成一个能量高度集中的局部热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
SHI-HW1500型镭射焊接机是采用连续型光纤雷射器做光源。
它在设备外形、结构和适合于操作的人机介面方面都基于人性化和工作的实效性有了很多新的创意,
手持焊接头可根据实际生产定制,非常适用于非标生产,手持焊接头采用水冷设计,长时间焊接不发烫,直径小,手持方便,不会因为太细容易脱落, 也不会因为太粗而难以握住。
该设备采用工业一体化设计,结构紧凑美观,具有光束模式好、能量集中、性能稳定,使用可靠、焊接速度快、适焊范围广、消耗品寿命长等特点,
同时充分考虑设备在批量生产的各种参数,从细节上做到关键参数可调和资料显示闭环。
手持式雷射溶接机


- 采用美国nLIGHT1500W雷射发震器
- 双循环冰水冷却循环系统
- SHI自行开发设计雷射焊接控制系统
- 手持wobble溶接枪
台湾设计制造 ‧ 美国出厂雷射主机
- 台湾自力研发制造雷射焊接机
- 美国原厂nLight雷射发震器
- 自力开发设计雷射控制软体控制
- 双回路冰水温控循环系统
- 分离式10"触控显示控制盒
- 高反射隔离设计,适用于铝、铜合金焊接
- 系统可自动焊接应用扩展功能
- 标配手持wobble焊接枪
- 标配LED显示型填料机


新型自力开发雷射控制软体
- 搭配美国nLight 原厂制造雷射器
- 雷射焊接出光曲线可自由调配
- 控制具备溶接起幅、收尾降幅功能
- 具备自动焊接扩展功能,可完整搭配CNC、机器人自动焊接应用


镭射焊接机
说明:
- 光纤连续镭射焊接机是利用光纤镭射发生器作为光源的镭射焊接机。
- 光纤雷射器是国际上新发展的一种光纤雷射器输出高能量密度的雷射光束,并聚集在工件表面上,使工件上被光斑照射的区域瞬间熔化和气化,通过手持头的移动光斑照射位置而实现镭射焊接。
- 光纤雷射器是国际上新发展的一种新型光纤雷射器输出高能量密度的雷射光束,并聚集在工件表面上,使工件上被超细焦点光斑照射的区域瞬间熔化和气化,同体积庞大的气体雷射器和固体雷射器相比具有明显的优势,已逐渐发展成为高精度镭射加工领域中的首选镭射源。
- 镭射焊接是现今人们所掌握的各种焊接技术中最好的焊接方法,镭射焊接的优势在于:热变形小、焊接精度高、杂讯小、无污染、易于实现自动焊接
镭射焊接作为一种先进的制造技术,具有应用范围广、工艺灵活、加工精度高、品质好、生产过程清洁以及便于实现自动化、柔性化、智慧化和提高产品品质、劳动生产率等优点。 - 光纤雷射器是近几年镭射领域里极其关注的热点,在加工领域光纤雷射器有迅速替代传统的YAG、C02雷射器的趋势。人们普遍认为,中功率光纤雷射器将是第三代最先进的工业加工雷射器。
- 光纤镭射器具有许多独特的优点:
光束品质好;体积小,重量轻,免维护;风冷却简单易操件;运行成本低,可在工业环境下使用;
寿命长、加工精度高、速度快;电能转化效率高,可以实现智慧化、自动化、柔性化操作等。 - 适用范围:用于各种金属材料的焊接成型
特点说明:
- 镭射焊主要是针对薄板金属薄板焊接,弥补了传统氩弧焊技术对薄板焊接热熔大,易变形,后期处理的麻烦。
- 镭射为连续出光模式,焊面平滑,通过自研系统,可对连续光进行调制,占空比和频率皆可设置。
- 手持头采用摆动头,光斑更大,配置自动送丝机,针对较小焊缝可采用送丝模式。
- 整机一体化设计,采用外置水冷机,220V电压接入,更方便移动和接电。
- 可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
| 参数 | 单位 | 规格 | |
|---|---|---|---|
| 额定功率(CW) | W | 1500(-0, +10%) | |
| 运行方式 | - | 连续/调制 | |
| 偏振 | - | 随机 | |
| 发射波长 | nm | 1070 | |
| 发射频宽 | nm | < 6.0 | |
| 输出功率可调(CW) | % | 10 - 100 | |
| 镭射试点 | 发射波长 | nm | 630 - 680 |
| 最大输出功率 | mW | 1.0 | |
- 光纤雷射器参数
- Laser Optical Specification镭射参数
高反射隔离技术
高反射率材料,激光加工是当前生产环境非常重要。然而,许多类型的激光技术从固有的敏感性遭受背反射光,这可能会导致不稳定过程,破坏性自动关机,甚至是激光的灾难性故障。
新一代光纤激光器解决了高性能组件和新颖的架构,使高反射率材料不间断加工。
板材切割是光纤雷射器的最大市场。应用在汽车,航空航天,电子工业,如轻量化和锂离子电池,正朝着使用高反光材料,包括不锈钢/镜面不锈钢,铝,黄铜,铜,银和金。
许多这些材料是因为穿孔时产生的高反向反射的特别具有挑战性。
然而,随着新的光纤器,没有不稳定或发生故障的情况下已观察到。使用3kW的光纤激光切割迄今为止最大厚度12毫米为不锈钢,铝,铜,到10mm为铜。
切割速度和质量都等于或大于与其他光纤器,并进一步优化工艺正在增加最大厚度,切割速度,和质量。


(a)铝 (b)钢 (c)黄铜 (d)不锈钢



| 项目 | 规格 |
|---|---|
| 输入电压 | 220V 60HZ 20A |
| 最大输入功率 | 2.5KW |
| 雷射器 | 1500W |
| 手持焊接头类型 | 旋转式摇摆头 |
| 焊接头介面 | QBH |
| 镭射运行模式 | 连续 / 调制 |
| 镭射波长 | 1070nm |
| 光束发散角 | ≤1.2mrad/m |
| 焊接头介面 | QBH |
| 光纤长度 | 10米 |
| 送丝机 | 自动送丝 |
| 定位方式 | 红光 |
| 制冷系统 | 1500W专用内置水冷机,双循环系统,热交换钛管,超温报警,流量保护、水位保护 |
雷射焊接加工头(Wobble 旋转式)
主要功能特色
- 自动填丝速度连续可调
- 焊丝回抽功能、 延时送丝功能、脉动送丝功能、连续送丝功能
- 双驱动轮送丝系统,适用对多种直径焊丝的送丝;适用于各种焊机
- 成倍地提高工效,降低劳动强度,节省人工和设备成本
- 焊接效果稳定优秀,提高产品品质;
- 各种功能参数独立连续可调参数调节精度高
- 标准化产品和零部件,可根据实际应用选配
- 可广泛应用于铝合金,不锈钢,低碳钢和有色金属等多种材料焊接
- 可氩弧焊,镭射焊等多种焊接工艺方法
- 可应用于人工,自动化专机和机器人的焊接过程
主要技术参数:
- 电源入力:AC220V 50hz/60hz
- 电动机:直流永磁
- 转速:1200rpm
- 焊丝盘尺寸:305mm
- 焊丝尺寸: 0.8mm,1.0mm,1.2mm
- 送丝速度范围:0-400 cm/min
- 脉动送丝时间: 0-10秒
- 脉动停顿时间: 0-10秒
- 延时起动: 0-10秒
- 回抽丝时间: 0-10秒


- 控制屏上会显示参数。
- 镭射输出模式:可设置镭射输出模式。
- 出光使能:控制镭射开关。
- 禁止摆动:控制摆动头的开关。
- 吹气测试:用于单独测试吹气。
- 红光状态测试:开关红光使用。
- 吹气提前时间:镭射出前先开保护气的时间。
- 关气延迟时间:出光结束后保护气延时停止的时间。
- 送丝停提前时间:送丝时提前雷射的时间。
- 碰板指示:保护夹与焊接头联通显示。
- 按钮开关:按钮按下显示。
- 频率:每秒的镭射出光数。
- 占空比:为镭射在此参数内通电时间所占的比例。
- 缓升时间:镭射出光从最底到设置值所需的时间。
- 缓降时间:镭射收光从最高到设置值所需的时间。
- 自动送丝:点击后自动送丝开启。
- 摆动开关:点击后摆动功能开启。
- 气阀开关:点击后气阀开关打开。
- 使用开关:点击后按手持开关镭射可用。
填丝焊技巧:
使用焊丝填充焊接时,焊丝中专用铜嘴的夹缝中通过,摆动红光位于焊丝的中心上方,
出光时靠焊丝的送丝力量牵引焊枪匀速运动,收枪时要快速提起,以保证熔丝脱落,若提枪慢,焊丝会连接在材料上
以上需要一定的时间练习才可熟练掌握

